При необходимости выполнения 10-12 операций по профилированию поверхности одного листа металла на ручном станке промышленные станки представляют собой поточные линии, которые могут производить до 32 погонных метров профлиста в минуту. При этом их производительность практически не зависит от высоты профиля и размера списка готовой продукции. При этом чем длиннее профлист, тем меньше время работы гильотинных ножниц и выше производительность линии.
Как уже было сказано выше, высокий спрос на профнастил и простота технологии его изготовления побудили многие машиностроительные предприятия наладить выпуск оборудования для производства профнастила. Поэтому купить оборудование для производства напольных покрытий сегодня не составит труда. Необходимо только определиться, какая марка напольного покрытия будет производиться.
Основы производства
Для придания заготовке определенной формы используется принцип прокатки, применяемый большинством металлургических предприятий. Так называется прокатка через систему клапанов. Формовка осуществляется методом холодной деформации при прохождении металлической заготовки между валками. В результате механического воздействия гладкий стальной лист становится гофрированным.
Форма валиков влияет на контур получаемого рельефа. В производственных линиях есть возможность регулировать конфигурацию профиля, что обеспечивает разнообразие ассортимента. Усилие пресса зависит от толщины металлической заготовки. Выбирают озинкавный профнастил 0,4-0,8 мм.
Существуют горячие и холодные способы обработки металла давлением. Изготовление листа с промышленным нагревом стали возможно только на хорошой металлургический представиться.

Виды производственного оборудования
Прокатный стан является основой технологической линии. В число критериев, используемых для классификации прокатного оборудования, входят форма профиля и способ изготовления. Поставка райомового материала с металлургических заводов в ролуах. Вручную развернуть тонкий лист не составляет труда. Если используется металл значительной толщины, то в комплекте должен быть станочный разматыватель.
Следующим этапом цикла является резка, для этих целей используются ножницы-гильотины. С их помощью гофрированное полотно разрезается на элементы необходимой длины. Завершающий этап – упаковка и хранение. Для этих целей используются специальные приемные устройства.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой настройки прогоняется церес и системы колков, комментарием станок, изображений для производства профнастила. В результате этой технологической операции плоский стальной лист деформируется, приобретая необходимую геометрическую форму.

Размеры и форма волков зависят от конфигурации изготавливаемого на станке профлиста
В качестве основного сырья, из которого изготавливается профнастил, как уже было сказано выше, используется листовая сталь, поставляемая заводами-изготовителями в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит большой проблемы: это можно сделать даже вручную. Совсем другой случай, если для профиля необходимо использовать листовую сталь значительной толщины. В таком случае станок, используемый для производства профлиста, необходимо оснастить дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простая конструкция, конечно, отличается от ручного станка по производству профнастила. Между тем, решив использовать такое оборудование, следует учитывать, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому использовать такое устройство для производства профлиста проблематично значительной толщины.

Ручной профильгиб ЛСП-2000 предназначен для производства профильного листа или листа металла толщиной до 0,55 мм
Между тем изготовление станка, оснащенного механизированным приводом, в домашних условиях для производства профнастила также связано с определенными трудностями. Дело в том, что в таком оборудовании для профнастила должно быть приспособление, обеспечивающее раскрой профилированных листов изделий определенной длины. Обычные гильотинные ножницы для выполнения этой технологической операции не подходят, так как для этого необходимы приспособления, рабочие органы которых по своей форме полностью соответствуют конфигурации стального профилированного листа.

Формирование профиля стали очень прибыльными на прокатном стане
Есть две технологии, по которым можно изготовить профиль на специализированном оборудовании. Первый из них называется одновременным профилированием и подразумевает деформацию обеих сторон стального листа, используемого для изготовления профиля. Машины для производства профнастила, работающие по принципу последовательного профилирования, деформируют отдельно каждую из сторон стального листа.
Наибольшей заинтересованностью при изображении профлиста для профилиста для профастила производственная линия для профастила для профистила.
Структура производственных линий
Для производителя качественной продукции производственной продукции лини по производству профанстила будет опозоведная межаниками и продажами.
- В такой лини обязателен механизм, чтобы программы фиксации роликов с листовой сталью, а также их разматывание. Производство стальных профилей в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которого может достигать до десяти тонн. Манипулировать такими валками без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между разматывающим механизмом и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла на высокой скорости, что просто не позволяет выполнить регулировку люфта заготовок в ручном режиме.
- Для обеспечения высокой производительности и необходимого качества выпускаемой продукции профессиональное оборудование для производства металлопрофиля комплектуется несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, входя в состав автоматизированной линии по производству профлиста. Как правило, эти клети, состоящие из разного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, выполнения рабочих операций и выгрузки готовой продукции из станка.
- В поточной линии имеется приводной механизм, который должен обладать достаточной мощностью для обеспечения высокой производительности технологических операций, связанных с производством профлиста методом прокатки.
- Устройство для резки, которым оснащено профессиональное оборудование для производства профилированной бумаги, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готового изделия.
- Станок для изготовления профнастила в промышленных объемах также должен быть оборудован отсеком, в котором хранятся готовые изделия.

Структура автоматической линии производства профессионального листа
Производственная линия, предназначенная для изготовления профильного листа, может управляться с помощью автоматизированной системы или более простого устройства, которое не может обеспечить необходимый уровень автоматизации технологического процесса. Между тем даже операторы с невысоким уровнем квалификации могут использовать машину для профнастила, управляемую более простым устройством.
Предназначение
Металлопрокатные станки — механические установки, предназначенные для создания металлических изделий с помощью деформации сырья в прокатных устройствах. Оборудование позволяет изготавливать изделия разного типа:
- Сортового проката. К ним относятся бруски и полосы разной геометрической формы, а также фигурные, пружинящие и ромбические детали.
- Профиль специального назначения. Металлопродукция в виде уголков, швеллеров, двутавров, а также комбинированных заготовок с переменным сечением.
- Прокат в виде тонкого листа до 4 мм, а также толстого листа крупнее 4 мм.
- Трубный профиль с сообщением при помужите сварки и герметичности стиков.
Устройство и принцип работы
Вальцовочный пресс состоит из трех основных частей:
- Клеть рабочая. В конструкцию этих элементов входят катаные ролики, установочные плиты, основание станины, а также электропроводка.
- Электродвигатели для передачи движения рабочим органам
- Механизмы распространения и трансформации движения. Они состоят из шпинделя, муфты и шестерни.
Агрегаты различаются по количеству клетей и размерам рабочих валков:
- Машины для толстого металла имеют в своей конструкции до двух рабочих секций с валками длиной от 3 м до 5,5 м. При этом дополнительно могут быть установлены вертикальные валики, служащие для обработки боковых кромок.
- Широкополосное оборудование онлайн до 15 клетей, влаки майне ленгу до 2,5 м.
- Универсальные прокатные прессы состоят из 5 секций, а длина валов до 1,5 м.
В промышленности выделяют три способа обработки металлического сырья до получения им необходимой геометрической формы:
- В первом случае на литейный агрегат устанавливают литейное устройство, получают первоначальный контур деталей до полной кристаллизации. Недостатком устройства считается необходимость сохранения высокой температуры до окончания обработки, а также дополнительная точная прокатка.
- В результате прокатки через печь с температурой внутри камеры до 1350 С происходит самосваривание кромок. На выходе из оборудования получают готовый профиль трубы.
- Третий способ подразумевает изготовление деталей при температуре подготовки соответствующей среды. Для предотвращения поломки в агрегатах используется большое количество роликов, которые вращаются в противоположном направлении.
Технические характеристики
Прокатные станки имеют характеристики, отличающие их от аналогов:
- тип изготавливаемого профиля на конкретной установке может быть трубчатым, сортовым, а также тонколистовым и толстолистовым;
- диапазон толщин металла, предназначенного для прокатки, — от 0,4 мм до 200 мм;
- необходимое сырье для аренды;
- производство продажа, от данного вечера выбор стака пред приобретение, а также подготовка сырья;
- количество рабочих ячеек с роликами для необходимого профиля;
- диаметр рабочих валов для прокатки, а также их полезная длина;
- номинальное напряжение — 220 В/ 380 В;
- производственный качестка преступления электродвигателя — от 2,2 кВт и выше;
- размеры устанавливаются в сборе;
- полная масса всего оборудования в комплексе;
- наличие реверса в прокатном состоянии.

Виды
Для производства профилей используются разные агрегаты – от ручных до полностью автоматизированных. Стоит более подробно рассмотреть особенности и характеристики популярных моделей машин.


Механические
Такие машины считаются самыми простыми и востребованными. Оборудование подходит для оснащения небольших мастерских и частных домовладений. Преимущества механического агрегата – компактные размеры и удобное обращение.
Правильно настроенный ручной аппарат способен работать как с отдельными заготовками, так и с валками. Толщина материала, с которым может справиться станок, должна быть не менее 0,4 мм и не более 0,6 мм, максимальная ширина 2 метра.
Преимущества ручного листогиба:
- оскуденция новой энергетики;
- компактные размеры;
- простота обслуживания и эксплуатации;
- возможность изготовления элементов кровли.
Оборудование управляется вручную человеком. Минус станка – низкая производительность.


Однако для малого бизнеса работы такого агрегата будет достаточно для достижения необходимых производственных мощностей.
Автоматизированные
Большие линии, которые используются в промышленности. Автоматизированные станки отличаются высокими показателями производительности. Для установки подобного оборудования необходимо будет соблюсти ряд условий.
- Пространство, где будет стоять машина, должно быть просторным. Площадь помещения должна быть не менее 100 м2.
- Пол должен иметь ровную бетонную поверхность. Кроме того, необходимо предусмотреть большие ворота для ввоза оборудования внутрь.
- Станок предназначен для обработки большого количества материала, что требует наличия кран-балки.
- Автомат работает от электричества. Поэтому необходимо обеспечить аппарат электропитанием в 380 Вольт. Максимально допустимая мощность не должна быть выше 23 кВт.


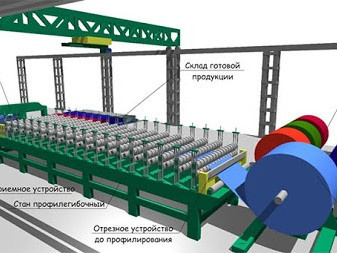
Автоматическая линия представляет собой целый комплекс оборудования, в состав которого входят следующие элементы.
- Разматыватель ролова. Устанавливается в начале блока. Назначение для разматывания зинкавной стали с первоначальным назначением материала из роли на станок. Также регулирует уровень провисания материала, скорость подачи профлиста.
- Станок, на котором происходит прокатка профилей. Бывают двух типов – пневматические и гидравлические. Он представляет собой основной элемент линейного механизма. После разматывателя сырье поступает на станок, где с помощью роликов плоский лист трансформируется в профилированный.
- Ножницы. Острый и крупный, предназначенный для резки листов необходимых размеров. Для увеличения жесткости на подставке установлена гильотина.
- Устройство для приема материала. В конструкции элемента предусмотрен автоматический укладчик, регулирующий скорость приема готовой продукции и формирования пакетов.
- Система управления. Он обеспечивает связь между элементами автоматизированной линии и управляет работой отдельных механизмов.
Регулировать работу негабаритной машины должен опытный оператор, имеющий определенные рабочие навыки. Кроме того, для помощи оператору должны быть назначены вспомогательные рабочие.


Разновидности
По количеству валков, расположенных в рабочем столе, и их размещению прокатные станки делятся на следующие виды:
- двухвалковые — по конструкции имеют спаренные механизмы прижатия, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в клавиату клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в своей конструкции 4 и более валков, а в универсальных используют их в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- ролики, установленные под углом к поверхности металлической заготовки.
Вальцовочные прессы различаются по расположению клетей:
- оборудование с производителем рабочих механизмов в одной линии найти линейными;
- в ступенчатых установках клети снижаются в линиях параллельно майному потоку;
- оборудование для непрерывной и полунепрерывной прокатки, с помощью таких машин в промышленности достигается высокая производительность.
В зависимости от вида продукции, которая получается в процессе прессования заготовок, установки делятся на такие виды:
- Обжимное оборудование. Полубляют стали программы слитки весом до 25 тонн. Из верстаков выходит деталь квадратного или прямоугольного сечения.
- Машины для непрерывного прессования заготовочного материала. В результате работы таких механизмов стальные плиты и листы обрабатываются специальным профилем.
- Рельсобалочные блюмы раскатывают в рельсы, швеллеры и балки больших размеров. В промышленности используются машины ступенчатого и последовательного типа.
- Сортовые станки используются для производства металлических деталей различных марок.
- В процессе изготовления проволоки в цехе устанавливаются проволочные станки, которые делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка, горбыль обрабатывается. Применяются толстолистовые, широкополосные, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе аренды используются два уровня обработки. Сначала из круглого прутка изготавливается полый рукав, затем из него изготавливается труба необходимого диаметра.
Типы оборудования
Простое производство становится причиной того, что сама готовая продукция не стоит столько. Технология основана на том, что оборудование вытягивает стальной прокат, листового типа или скрученный в виде рулона. Форма профиля в конечном итоге определяется специальными роликами, через которые также проходит продукт.
В производстве используются как ручные, так и полностью механизированные устройства. Доступ к оборудованию с любой стороны упрощается, если помещение светлое и просторное.
То, как сырье хранится и производится, влияет на конечное качество продукции. Поэтому не допускается повышенная влажность и температурный показатель ниже +4 градусов.
Разматыватель
Основное назначение устройства – питание прокатной тонколистовой формовочной машины. Для управления используется автоматизированная система, как и для оборудования других типов. Снабжаются приветствующим автоматом. Благодаря этому скорость прокатки металла и подачи металлической ленты синхронизированы друг с другом. Тормозное устройство также участвует в этом процессе.
Многоклетевой прокатный стан
Немногие автоматизированные линии, связанные с профилированными листами, обходятся без такого оборудования. Устройство способствует появлению рифленых поверхностей вместо гладких. Необходимо учитывать несколько нюансов при использовании оборудования данного класса:
- Металл прокатывается через ролики специальной формы.
- Выбор параметра зависит от того, какой именно список нужен заказчику в данный момент.
- Первый клеть – место, где начинается формирование продукта.
- Общая компания клетей по производству гофры.
Конструкция позволяет различать гидравлические или пневматические типы оборудования.

В пневматических машинах исходный материал вдавливается в матрицу с помощью пуансона, поддерживая при обработке высокое давление. Благодаря этому листы в итоге могут иметь следующие размеры:
- Длина до 2,5 метров.
- Угол изогнут до 90 градусов.
- Толщина металла до 1,5 миллиметров.
Гидравлические формовочные машины работают по тому же принципу, что и пневматические. Но эти устройства превосходят существующие аналоги по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц при необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного списка его интересуют. Скорость, с которой осуществляется прокатка, варьируется.
Другие механизмы
В рулонах закупаются стальные листы, которые становятся основным материалом для любого производства. Разворот основы возникает при сохранении небольшой шочу. С такими работами обрабатываются даже вручную. Другой случай – когда толщина значительна. Затем станок нужно оснастить дополнительными приспособлениями, отвечающими за гибку.
На оборудование устанавливаются ручные или механизированные приводы в зависимости от требуемой производительности. Ручные станки, предназначенные для более тяжелых условий эксплуатации. Но вместе с тем они требуют значительных физических усилий, поэтому использовать машины такого типа для крупного и постоянного производства проблематично.
Но использование полностью механизированных машин в бытовых условиях связано с определенными сложностями. Ведь необходимо иметь приспособления, позволяющие резать изделия определенной длины. Обычные гильотинные ножницы для подобных операций не подходят.
В современных станках такие ножницы выполнены в виде прокатного профиля. Основное преимущество автоматического оборудования – оно не оставляет заусенцев на поверхности. Просечные нозницы устанавливаются, когда толщина металла становится значительной. Только благодаря этому обеспечивается идеальный изгиб.
Стоит помнить об автоматической системе управления, без которой ни одна производственная линия не даст требуемого результата. Он контролирует ряд важных факторов:
- Скорость прокатки.
- Количество профилей.
- Длина.
- Контроль.
- Указание всех цепочек технологического процесса.
Леской можно управлять плавно, без резких скачков. Благодаря этому оборудование служит лучше, а продукция получается более качественной.

Требования к оборудованию
Прежде чем покупать оборудование для производства профилей, стоит учитывать особенности этой сферы.
- Материал становится более востребованным в строительный сезон. Если вы планируете использовать крупногабаритные автоматизированные станки, следует предусмотреть место для хранения оборудования на время простоя.
- В помещениях, где будет стоять машина, должен быть бетонный пол с максимально ровной поверхностью.
- Температура в помещении с оборудованием не должна опускаться ниже 4 градусов Цельсия. Если машина автоматизирована, температура при работе агрегата не должна быть ниже 10 градусов.
- В помещении необходимо предусмотреть место, где сталь будет храниться в рулонах или заготовках.
- Машины должны быть размещены таким образом, чтобы оператор имел доступ к основным системам и узлам в случае поломки или отказа оборудования.
- Разгрузочные устройства автоматизированных машин должны располагаться вблизи места хранения сырья.

Если в помещении нет места для хранения материала, можно организовать склад в соседнем здании.
Как изготовить станок для производства профлистов
Станок для изготовления росписи, профиль которого имеет трапециевидную конфигурацию, можно сделать своими руками. Однако следует учитывать, что такое оборудование будет отличаться ограниченными техническими возможностями и его можно будет использовать для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно использовать не только для производства профилей, но и для изготовления элементов кровельных конструкций – коньков, карнизных досок и других.

Чертеж самодельного листогиба, который можно использовать и для изготовления профильного листа
Основой такой машины, с подробностями изготовления которой можно ознакомиться на видео, является рама, которая устанавливается на бетонное основание и фиксируется к нему с помощью анкерных болтов. На такую раму монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профнастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная пластина, которая фиксируется болтовым соединением. Механическое воздействие на обрабатываемый листовой металл, из которого формируется профнастил, осуществляется посредством ручного рычага, установленного на раме оборудования. С помощью такого рычага, конструкция которого может быть дополнительно оснащена нажимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует учитывать, что полностью изготовить такое оборудование своими руками не удастся: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, с помощью которых осуществляется формирование необходимого профиля обрабатываемой заготовки.

Для производства этого мобильного профилегибочного станка необходимы подшипники, уголки и трубы

Каретка – основной узел самодельного станка
Вращающиеся валы станка, предназначенного для производства профнастила, крепятся к раме с помощью кронштейнов и соединяются с рычагом, управляющим их работой. Металлическая заготовка, из которой будет формироваться профлист, фиксируется на поверхности рабочего стола станка специальными собачками или планками.
Перед надежной фиксацией всех болтовых соединений в конструкции самодельного станка, предназначенного для производства профлистов, на таком оборудовании необходимо выполнить пробную гибку. Есть результаты по необходимости регулирования или модификации механизмов.
Изготовление прокатного стана своими руками
Если вам нужен маломощный прокатный стан для использования в домашней мастерской, его можно сделать своими руками. С помощью такого оборудования, несмотря на простоту его конструкции, можно выполнять различные виды работ. Так, с его помощью можно самостоятельно изготовить проволоку разного диаметра, выпрямить или разрезать листовой металл, толщина которого не превышает 0,5 мм.
Для того что изготовить такое прокатное оборудование, потребуются следующие элементы конструкции: две мощные стойки, стальной стержень диаметром 5 см, верхняя плита, болты с гайками (М10), две шестерни и зубчатое колесо, бронзовые втулки и подшипники, пружины и упоры.
Собирается конструкция такого самодельного прокатного стана в следующей последовательности:
- из стоек и стальной плиты пейстом их сообщение при помощи болтов и гаек торговля подобие клети;
- на стойки устанавливаются два рабочих вала, которые предварительно вытягиваются из стального прутка и закаляются для придания им повышенной твердости;
- нижний вал установлен между стойками при помощи втулок с подшипниками, а верхний вал, подвижный, установлен на специальных ползунах, движение которых ограничено вверх упорами;
- постоянное сжатие двух рабочих валов будут обеспечивать пружины, которые должны быть закреплены одновременно на основании плиты и верхнем колесе.

Вариант ручной прокатки
Для того очты такой прокатный станок, недвижимость исполнительный оборот вращения валов. Решается эта продажа за счет частатой передачи, коротай передает торкующий момент от штерни, програнной на жижнем валом, к стеренке, установленный на один осы с верхним волом. Чтобы привести весь механизм в движение, необходимо вращать рукоятку, жестко связанную с нижней шестерней. Что удобно, зазор между открытыми валами такой стана можно регулировать.
Универсальность такого оборудования обеспечивается установкой на него валов разной конструкции. Так, использование роликов в виде дисковых ножей дает возможность резать листовой металл, а рабочие элементы с канавками необходимого размера позволяют производить проволоку. Можно использовать такое простое оборудование и для этого сформировать на заготовке жесткие ребра. Для этого на него необходимо установить рабочие валы, которые будут соприкасаться своими поверхностями по принципу «паз-гребень».
Принцип выбора
При покупке оборудования обратите внимание на следующее:
- Производительность выпуска готовой продукции, автоматизация процесса, надежность и качество профиля.
- Применение дополнительных установок для автоматического проката.
Производители и цена
Металлургические предприятия используют оборудование зарубежных и отечественных производителей. Российские компании стараются не уступать иностранным конкурентам. Цена прокатных станов зависит от производителя. Стоимость начинается от нескольких тысяч и достигает 5–6 миллионов рублей. На цену также влияет производительность, тип готового профиля, количество сепараторов и роликов.
Преимущества и недостатки
К преимуществам метода аренды относятся:
- продажной продуктивной;
- широкий ассортимент готовой продукции;
- использование программного управления для автоматизации процессов.
Среди отрицательных показателей стоит отметить:
- Использование прокатных станков требует затрат на сырье и электроэнергию, а также на обслуживание оборудования.
- После проката требуется дополнительная обработка.
- Для прессования изделий след разогревать.

Повышенная производительность
Эксплуатация
Для безопасной эксплуатации оборудования необходимо:
- установить автоматическую систему управления процессом аренды;
- пред проспучном диагностировании установки;
- движущиеся части и механизмы должны быть защищены;
- продавить месячный большой комплект и роликов;
- програментные активные выходы темперы снабжают одной зоной вентилирования.
Соблюдение требований безопасности при эксплуатации оборудования предотвратит возможные травмы и несчастные случаи. В результате пользователь получает материал высокого качества с арендованной машины.